















ISO 17744 تعیین حجم ویژه به عنوان تابعی از دما و فشار (نمودار pvT)
در فرآیند قالب گیری تزریقی، حتی اگر پر کردن قالب با موفقیت انجام شده باشد، ممکن است خرابی های قابل توجهی رخ دهد.
- صفحه اصلی >> صنعت خدمات >> طبق استانداردها >> ایزو
ISO 17744 تعیین حجم ویژه به عنوان تابعی از دما و فشار (نمودار pvT)

ISO 17744 تعیین حجم ویژه به عنوان تابعی از دما و فشار (نمودار pvT)
در فرآیند قالب گیری تزریقی، حتی اگر پر کردن قالب با موفقیت انجام شده باشد، ممکن است خرابی های قابل توجهی رخ دهد.
دریافت نقل قولجزئیات محصول
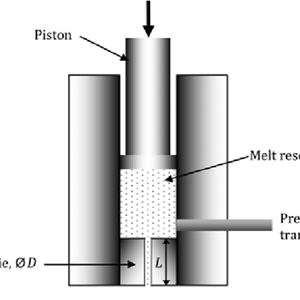
در فرآیند قالب گیری تزریقی، حتی اگر پر کردن قالب با موفقیت انجام شده باشد، ممکن است خرابی های قابل توجهی رخ دهد. این به این دلیل است که انقباض محصول پلاستیکی در هنگام خنک شدن می تواند باعث ایجاد تنش های پسماند یا حتی خرابی یا تاب برداشتن قطعه شود. ISO 17744 به طراح قالب کمک می کند تا با پیش بینی انقباض حجمی مذاب بین شرایط مختلف، این خطر را کاهش داده و فرصت های شکست را به حداقل برساند. آزمایش با محصور کردن نمونه در یک دستگاه پرفشار با کنترل دما و حجم انجام می شود، به عنوان مثال یک رئومتر مویرگی با وسایل مناسب برای مسدود کردن خروجی قالب. سپس شرایط مختلفی را می توان اعمال کرد و نقشه فشار، حجم و دما (نمودار pvT) را می توان تولید کرد. به طور معمول، یکی از این متغیرها در طول آزمایش ثابت نگه داشته می شود.
پارامترهای محصول
این کار را می
| Name | Download |
|---|
صنایع قابل اجرا
محصولات مرتبط



-
تلفن:+86 15910081986
آدرس:NO.4715، JINGSHI WEST ROAD، منطقه HUAIYIN، JINAN، شاندونگ، چین
ایمیل:admin@jnkason.com
©2026 شرکت تجهیزات تست Jinan Kason ، Ltd.